超聲波輔助提取山核桃油工藝的研究
2021-10-14 13:07:32 來源: 世界杯賽程預測 導刊
超聲波輔助提取山核桃油工藝的研究
馮 攀1,吳 迪2,馬 超1*
(1.貴陽學院化學與材料工程學院,貴州貴陽 550003;2.北京第二實驗小學貴陽分校,貴州貴陽 550007;)
作者簡介:馮攀(1999—),男,漢族,貴州貴陽人,本科在讀。研究方向:天然產物提取。
通信作者:馬超(1988—),男,漢族,貴州貴陽人,碩士,副教授。研究方向:農產品貯藏與加工。E-mail:chaomagyu
@126.com。
摘 要:本研究以山核桃為試材,采用單因素試驗,探究提取溶劑、液料比、超聲功率、超聲時間對山核桃提油率的影響,在此基礎上進行正交試驗,確定最佳的超聲波輔助提取山核桃油的工藝條件。結果表明,超聲波輔助提取山核桃油的最佳工藝為料液比1∶8(g/mL),超聲功率270 W,超聲時間50 min,在此條件下,山核桃得油率為66.74%。
關鍵詞:山核桃油;超聲波;正交試驗;工藝
山核桃為胡桃科核桃屬植物,位列世界四大幹果之首,有“木本油料之王”的美稱[1]。山核桃含有豐富的蛋白質、粗纖維、維生素、脂肪和微量元素等人體所需的營養。同時,山核桃具有大量的不飽和脂肪酸及人體必需氨基酸,能夠降低人體內的膽固醇,預防血栓及動脈硬化的發生。因此,山核桃油的開發利用前景非常廣闊[2]。
常見的核桃油提取方法主要有壓榨法、有機溶劑萃取法、水酶法和超臨界流體等方法[3]。簡單的提取方法成本低廉,但無法充分利用山核桃中的蛋白質和氨基酸,且精製工藝繁瑣,核桃油色澤不理想。超臨界法雖提取率高,但其設施和運營成本高。超聲波提取法是利用超聲波產生的強烈震動、空化及攪拌等超聲效應的協同作用,提高物質分子運動頻率和速度,使植物組織在溶劑中產生空化泡崩潰,使組織細胞破裂,從而提高提取效率及品質,能很好地增加物質的有效成分的提出率[4-5]。
本研究以畢節地區山核桃為原料,通過單因素和正交試驗,探尋最佳的超聲波輔助提取山核桃油的工藝條件,為山核桃產業多維度的發展提供理論支撐。
1 材料和方法
1.1 材料與試劑
山核桃,貴州畢節;無水乙醇(分析純),重慶川東化工有限公司;正己烷(分析純),上海阿拉丁生化科技股份有限公司;石油醚(分析純),上海阿拉丁生化科技股份有限公司。
1.2 儀器與設備
旋轉蒸發器(RE-52A),上海亞榮生化儀器廠;冷凍幹燥機(FD-IE-50),上海比朗儀器製造有限公司;水浴恒溫振蕩器(THZ-82A),金壇市榮華儀器製造有限公司;高速粉碎機(6202),北京環亞天元機械技術有限公司;高速離心機(H1850R),湖南湘儀離心機儀器有限公司;電子分析天平(A1104),上海舜禹恒平科學儀器有限公司。
1.3 試驗方法
1.3.1 山核桃預處理
將去殼後的山核桃仁烘幹處理,然後放入粉碎機中粉碎處理,得到山核桃粉末,低溫、密閉貯藏。
1.3.2 工藝流程
山核桃→山核桃仁→幹燥→粉碎→山核桃粉→提取→離心分離→取上層清液→旋轉蒸餾→山核桃毛油
1.3.3 山核桃提油率計算
準確稱取10 g山核桃粉,放置於250 mL錐形瓶中,采用不同溶劑作為浸取劑,在預設超聲波功率、時間下處理,提取結束後,離心得到上層澄清液,旋轉蒸發得到山核桃毛油,將所得樣品置放於烘箱中,在(95±1) ℃下幹燥至恒重。每組重複3次。
山核桃得油率=山核桃油質量/山核桃粉質量×100%。
1.3.4 單因素試驗
在其他條件相同的情況下,分別研究提取溶劑(無水乙醇、正己烷和石油醚)、超聲時間(30 min、40 min、
50 min、60 min和70 min)、超聲功率(180 W,210 W、240 W、270 W和300 W)和料液比(1∶5、1∶6、1∶7、1∶8和1∶9)對山核桃油得油率的影響。
1.3.5 正交試驗
通過單因素試驗確立條件後,以A超聲時間、B超聲功率、C料液比為3個考察因素,采用L9(33)正交表進行正交試驗設計。
1.3.6 數據處理
采用Excel對數據進行處理和作圖。
2 結果與分析
2.1 單因素試驗
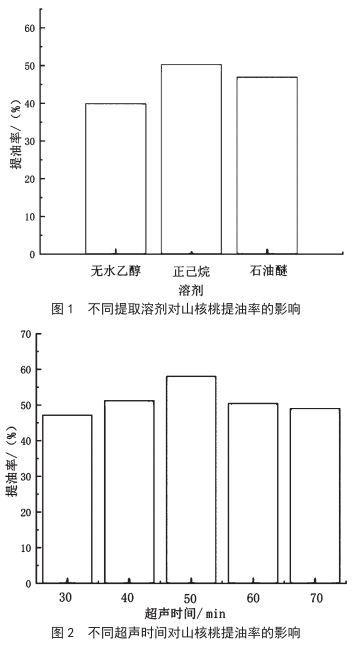
2.1.1 不同提取溶劑對山核桃提油率的影響
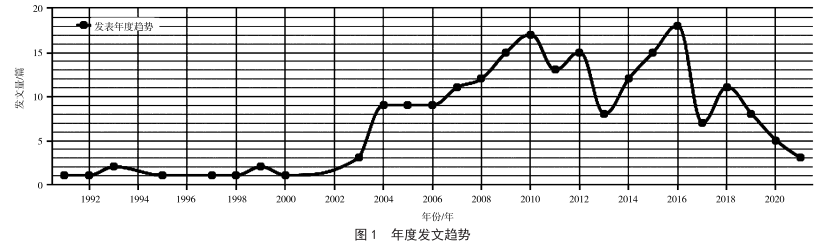
由圖1可知,正己烷的提油率(50.32%)明顯高於石油醚(46.97%)和無水乙醇(39.96%),這是由於石油醚易燃易爆,而正己烷是工業提取油脂的優質溶劑。因此,選擇正己烷作為提取山核桃油的有機溶劑。
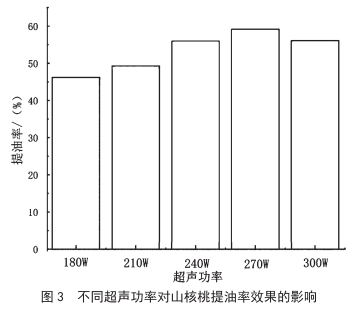
2.1.2 不同超聲時間對山核桃油提油率的影響
由圖2可知,當超聲時間在30~50 min時,山核桃的提油率與超聲時間呈正相關性,超聲時間為50 min時,山核桃提油率最高,之後隨著超聲時間的繼續延長,山核桃的提油率逐漸減少。
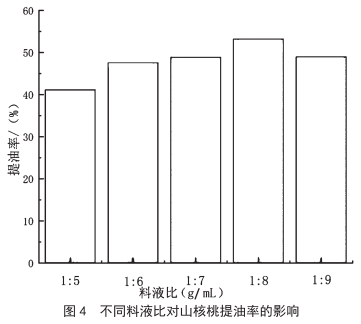
2.1.3 不同超聲功率對山核桃提油率的影響
由圖3可知,在其他條件一定的情況下,山核桃提油率隨著超聲波功率的增大而增大,當超聲功率為270 W時,山核桃的提油率達到峰值。隨著超聲功率的進一步增加,山核桃提油率呈現下降趨勢。
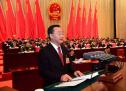
2.1.4 不同料液比對山核桃得油率的影響
由圖4可知,隨著料液比的較少,山核桃提油率逐漸增大。當料液比為1∶8(g/mL)時,山核桃提油率最高,之後呈下降趨勢。這是由於單位質量的山核桃仁接觸的溶劑更多,提油效率更高,提油率隨之增加。當達到峰值以後,更多的溶劑起到了稀釋作用,山核桃提油率略微下降。因此,從減小成本的經濟角度出發,料液比為1∶8時,山核桃的提油率最高,提取效果最好。
2.2 正交試驗結果
由表1可知,影響山核桃油提取率的因素大小依次為:C>B>A,即料液比>超聲功率>超聲時間。根據3個因素的K值大小可知,A因素A2>A1>A3,B因素B2>B3>B1,C因素C3>C1>C2。因此,經超聲法提取山核桃油的最佳工藝條件為A2B2C3,即超聲波時間50 min、超聲功率270 W、料液比1∶8。在此超聲提取工藝下,山核桃油的提取率為66.74%。
表1 正交試驗表
試驗號
A超聲時間
B超聲功率
C料液比
平均提油率/(%)
1
40
180
1∶6
56.13
2
40
270
1∶7
58.48
3
40
300
1∶8
61.21
4
50
180
1∶7
56.53
5
50
270
1∶8
66.74
6
50
300
1∶6
58.39
7
60
180
1∶8
57.87
8
60
270
1∶6
59.62
9
60
300
1∶7
55.46
K1
58.61
58.05
58.05
K2
60.55
61.61
56.82
K3
57.65
58.35
61.14
R
2.90
3.56
4.32
3 結論
本試驗采用貴州畢節地區山核桃為原料,采用超聲波輔助法提取山核桃油,以正己烷為溶劑,在單因素試驗的基礎上,采用正交試驗進行工藝優化,確定最佳提取工藝參數為超聲功率270 W,超聲時間50 min,料液比1∶8(g/mL),此時山核桃得油率可達66.74%。
參考文獻
[1]張毅萍.世界及我國核桃生產概況和幾個問題[C]//中國園藝學會幹果分會成立大會暨第二屆全國幹果生產與科研進展學術研討會論文集.北京:中國園藝學會,2001:5.
[2]趙聲蘭,陳朝銀,葛鋒,等.核桃油功效成分研究進展[J].雲南中醫學院學報,2010,33(6):71-74.
[3]代增英,高克棟,馮建嶺,等.核桃油的研究進展[J].江蘇調味副食品,2014(1):6-8.
[4]康明麗,李冬傑,韓敏義,等.超聲波輔助法提取桃仁油的工藝研究[J].安徽農業科學,2010,38(9):4807-4809.
[5]覃思靜,王文翠,田華,等.香榧假種皮中3種精油成分的超聲輔助提取工藝優化[J].分子植物育種,2020,18(22):7562-7567.





熱點推薦
- 2022世界杯预选赛
-

全球食品創新平台第五期已啟動,攜手共創安全、健康、綠色的未來
-
特醫食品不是藥,卻是臨床治療的關鍵支撐
- 世界杯2022赛程时间表最新
-

全十紅紅稗餅幹|中秋團圓,回家必備
-
超聲波輔助提取山核桃油工藝的研究
-
家庭自製酵素中的微生物汙染檢測
-

凱裏酸湯-白酸湯產品檢測及標準製定
-
肉豬體內組織和體液中多西環素含量的相關性研究
-
一起因食用韭菜餅引起亞硝酸鹽食物中毒原因的實驗室分析
-
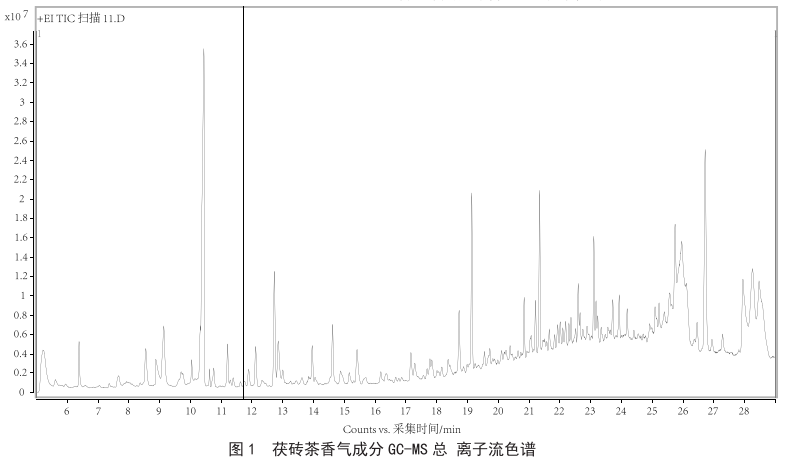
茯磚茶中特征揮發成分分析
-
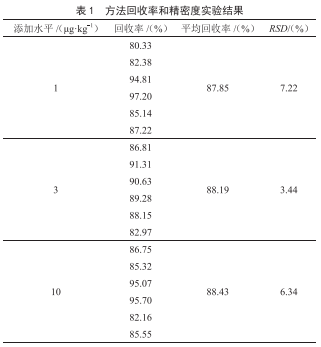
GC-MS/MS法測定芹菜中毒死蜱殘留量 不確定度評定
-
免疫親和柱-高效液相色譜法測定餅幹中赭曲黴毒素A的含量
-
國際FAPAS乳粉中金黃色葡萄球菌定量檢測能力驗證結果與分析
-

液相色譜-串聯質譜法測定芝麻油中乙基麥芽酚
-
微波消解-ICP-MS和高壓封閉消解-ICP-MS測定農產品中16種元素的方法研
-

高效液相色譜法測定飲料中的阿力甜含量
-
雙歧杆菌在嬰兒配方奶粉中的穩定性研究
-

石墨爐自動標準加入法與標準曲線法測定牛肉醬中的鉛比較
-
基於熒光PCR檢驗方法對食品中沙門氏菌檢驗的分析研究
-
和田地區蔬菜中農藥殘留汙染情況調查與分析
-

大型農產品集中交易市場快檢準確性調查分析
-
高效液相色譜法快速測定腐乳中誘惑紅的方法研究
-
超高效液相色譜-串聯質譜法同時測定小麥中4種真菌毒素
-
關於微生物法測定米粉中維生素B6含量不確定度評估
-

加強食品質量監督檢驗數據真實性和有效性的路徑
-
食品微生物檢測方法及質量控製對策探究
-
大學生世界杯賽程預測 關注度及相關知識認知調查
-

食品檢驗在保障世界杯賽程預測 中的重要性探究
-
大型超市食品零售的經營模式與質量管理研究