質量控製圖在實驗室質量控製中的應用
2018-05-30 14:57:36 來源: 世界杯賽程預測 導刊
在實驗室進行內部質量控製活動中,采用有證標準物質或者質控樣是比較常見的方式,得到的結果除了進行單次的符合性評價外,還應分析質量控製數據的趨勢。在GB/T27025-2008《檢測和校準實驗室能力認可準則》5.9.2中,明確要求“應分析質量控製的數據,當發現質量控製數據將要超出預先確定的判據時,應采取有計劃的措施來糾正出現的問題,並防止報告錯誤的結果。”

繪製質量控製圖是對質量控製數據進行趨勢分析的較好方法。通過質量控製圖可以發現一段時間內檢測活動出現的異常或者趨勢,從而可以持續監測檢測活動的質量。
檢測過程存在兩種變異。第一種變異為隨機變異,由“偶然原因”造成,一般是檢測過程固有的,無法消除的。第二種變異為係統性的變異。這種變異可歸因於某些可識別的、非固有的、並且至少在理論上可加以消除的原因。這些可識別的原因稱為“可查明原因”。當發生係統變異時,應查明原因,消除變異。利用多次檢測得到的數據繪製的質量控製圖可以判斷出檢測過程的變異是隨機變異還是係統變異。
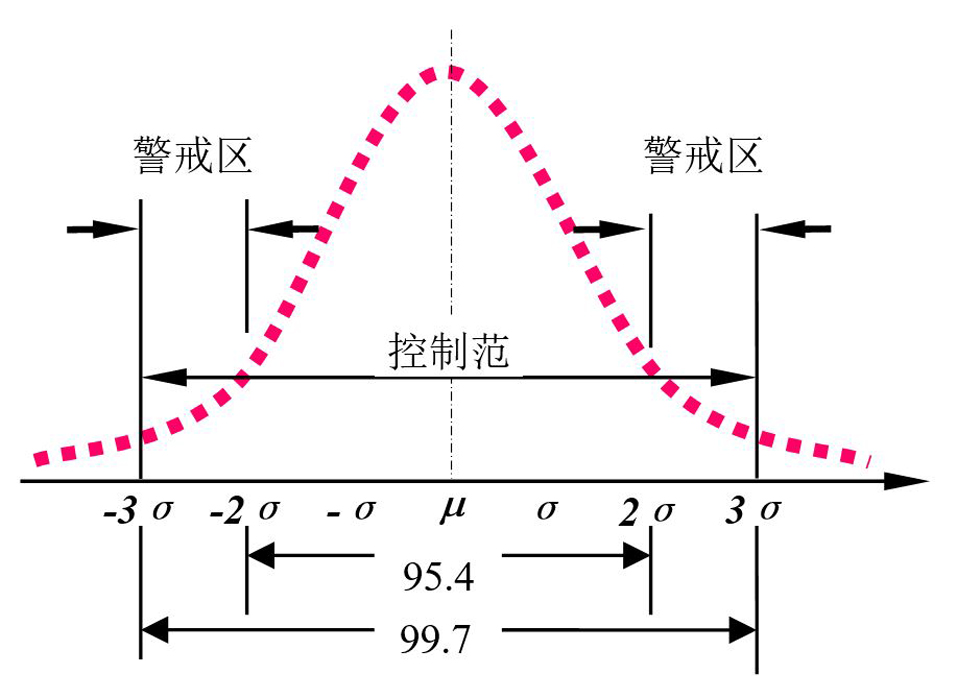
質量控製圖設計原理。對於同一被測量樣品,一般隻要檢測結果比較多,檢測結果都服從正態分布。檢測結果位於分布中心μ附近μ±3σ區間內的概率為99.73%,當測量結果出現在μ±3σ區間之外,就認為測量結果異常。測量結果出現在μ±2σ區間的概率為95.45,因此測量結果在2σ區域之外並在3σ之內的概率為4.28%,此區域稱為警戒區。(見圖1)
圖1 正態分布示意圖
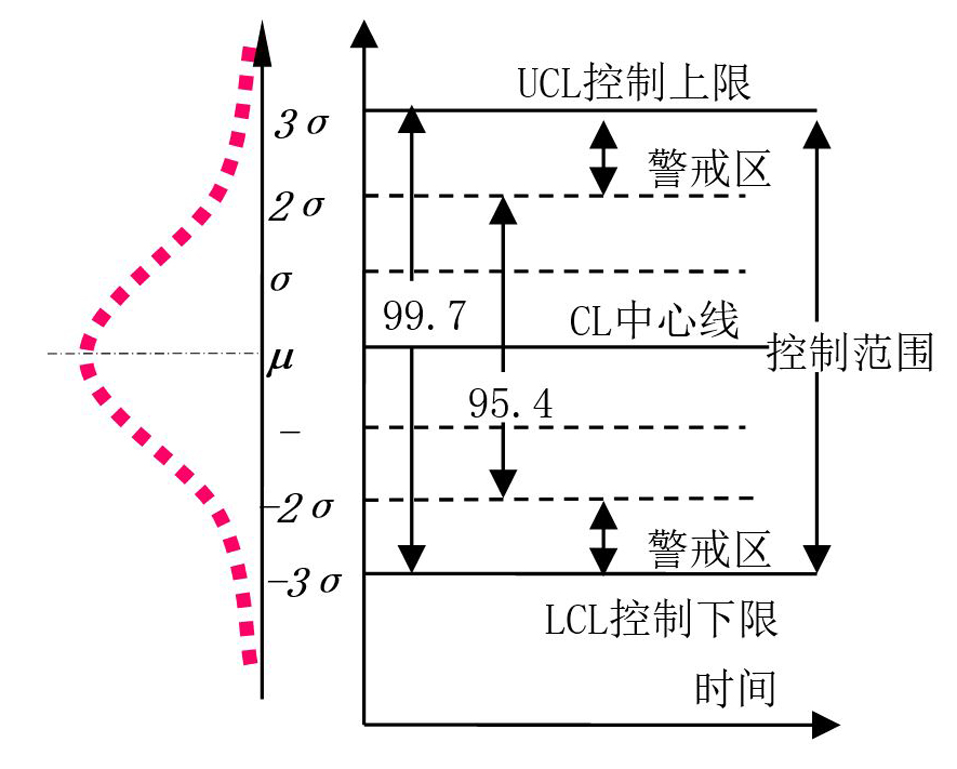
圖2 質量控製圖示意圖
將圖1旋轉90°,得到如圖2所示的控製圖。縱坐標為所采用的統計控製量,例如平均值X,中位值,實驗室標準差s和極差R等。橫坐標為時間,進行測量過程中必須按近似相等時間間隔取樣。控製圖設有三條界限,分別為控製中心線(CL),控製上限(UCL)和控製下限(LCL)。(見圖2)
質量控製圖的分類。質量控製圖必須成對使用,平均值或中位值控製圖可以體現係統效應對檢測過程的影響,標準差或極差可以體現隨機效應對檢測過程的影響。按采用統計量來分類,常見的質量控製圖有:平均值-標準差控製圖(X-s圖)、平均值-極差控製圖(X-R圖)、中位值-極差控製圖(Me-R圖)。由於樣本數量的限製等因素,在測量過程的實際應用中通常選擇平均值—極差控製圖(X-R圖)。X圖即平均值圖可以考察檢測平均值的變異,R圖即極差圖可以考察檢測離散程度的變異。
質量控製圖的繪製。以某一質控樣品監測數據為例,來說明X-R控製圖在質量控製中的應用。
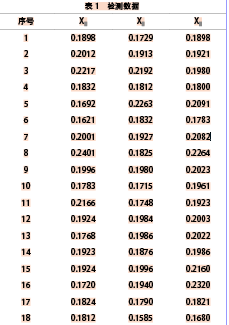
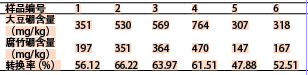
某一質控樣品檢測實例。表1是每隔一定時間,對某一批穩定均勻的質控樣品進行檢測得到的數據。一共有20組檢測數據,每組數據是在重複性條件下測量3次(X1,X2,X3)得到的。(見表1)
繪製質量控製圖,需要事先計算X和R圖的統計量,由於計算公式和計算過程比較複雜,為了簡便快速,我們可以利用SPSS軟件來繪製質控圖。
利用SPSS19.0軟件,按表1格式將數據輸入軟件,在菜單欄依次選擇【分析】—【質量控製】—【控製圖】,在彈出對話框中,變量圖表中選擇“X條形圖、R圖和s圖”,數據組織中選擇“個案為子組”點擊定義,將序號選入“標注子組”,將X1,X2,X3選入“樣本框”,電機確定即可繪製出質量控製圖。見圖3和圖4。
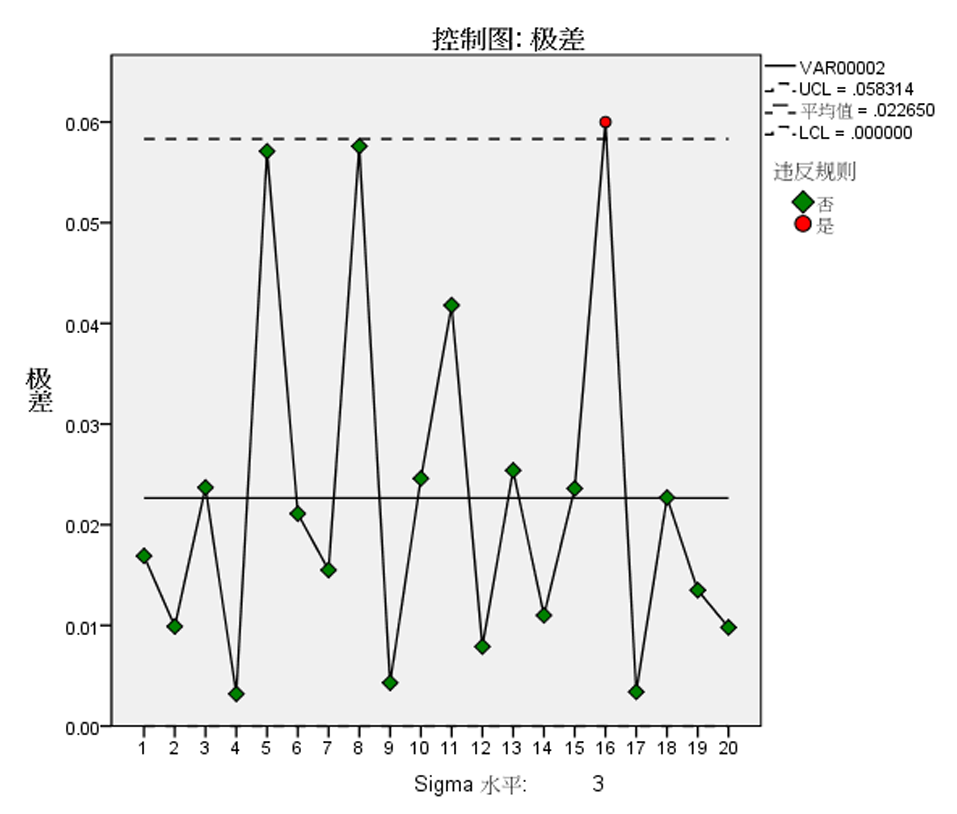
圖3 極差質量控製圖
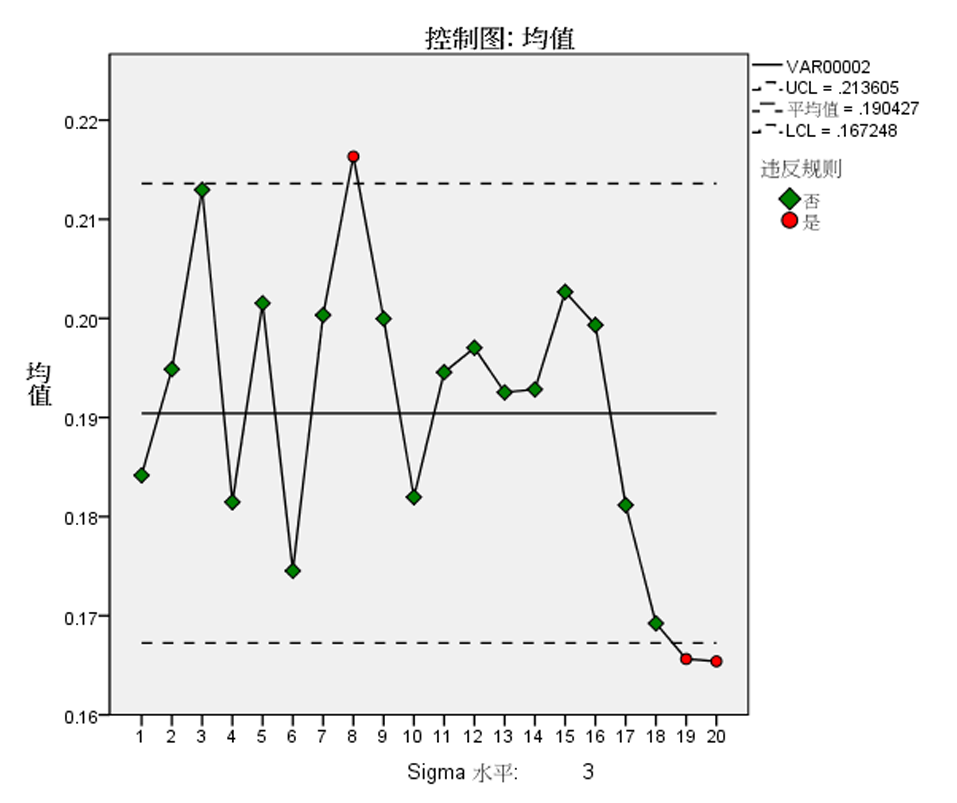
圖4 均值質量控製圖
從圖3中可以看出,第16點超出了控製上限,表明當時組內隨機變異較大,檢測出現異常,應采取糾正措施。從圖4中可以看出,第8,19,20點超出了控製上限,為失控點,表明當時的測量過程出現了異常。第11到16點連續6個點都在中心線的一側,可以認為發生了異常的趨勢,應采取預防措施。查找到原因後,應剔除失控點並重複上述過程。
結論
質量控製圖是常用的質量控製手段,通過累積大量數據,實驗室可以通過針對每個檢驗項目建立質控圖的方法,根據質量控製圖中測量點分布狀況,持續監測檢測活動的質量,發現檢測過程中出現的異常或者趨勢,進一步結合實驗室檢測工作的人員、設備、標樣、方法、環境等影響條件展開分析,及時采取預防或糾正措施,保證檢測結果的準確性。
李興權 王冬妍 杜翠榮
沈陽食品檢驗所
作者:李興權,工程師,碩士研究生,研究方向:食品檢驗檢測技術研究。





熱點推薦
-

從京東“假茅台”風波看企業為何要建立追溯體係
-
新版《飼料衛生標準》已於5月1日正式實施,7大方麵須注意
-

帝斯曼繽紛亮相FIC 2018,助力健康未來
-

“保健食品”有獎調查
-

CCN中商將承辦2017中國食品行業物聯技術應用高峰論壇
-
提升產品市場競爭力應從質量出發
-

奶粉質量之困擾 消費發育和產業發育
-
世界杯賽程預測 的現狀分析及食品質量管理
-
大豆及其製品(腐竹)中硼 含量轉換情況考察
-
高效液相色譜-質譜聯用儀同時測定飲料 中甜蜜素等檢測方法
-
正交試驗設計在優化釀酒酵母 培養條件中的應用
-

國家為什麼要做世界杯賽程預測 抽檢?
-

特殊醫學用途配方食品現狀綜述
-
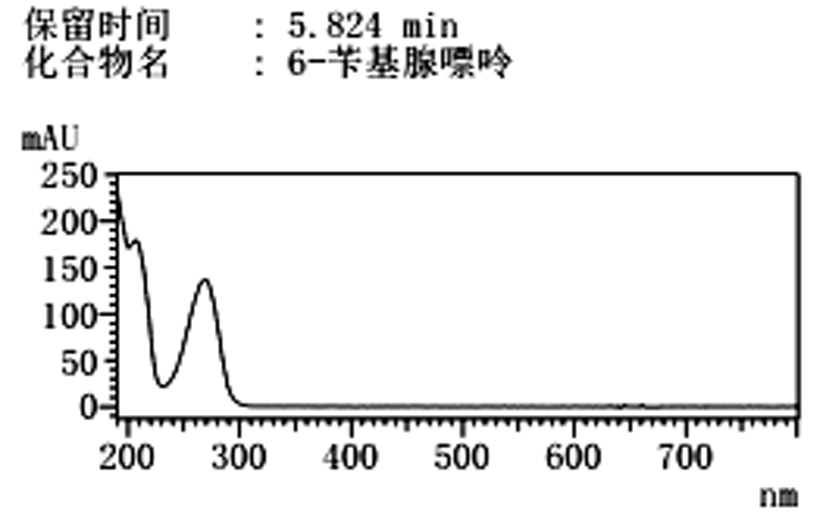
花生芽中6-苄基腺嘌呤的測定方法研究
-
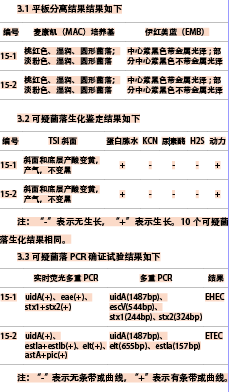
多重PCR法在食品中致瀉大腸埃希氏菌質控考核中的應用
-
質量控製圖在實驗室質量控製中的應用
-

衍生反應在日常食品和飲用水檢測中的應用
-

高效液相串聯質譜法檢測辣椒油中的羅丹明B
-

國家市場監管總局關於5批次食品不合格情況的通告
-

對5種去除蔬菜中殘留有機磷農藥的 處理方法的效果分析
-

快速測定芝麻油含量方法的研究
-
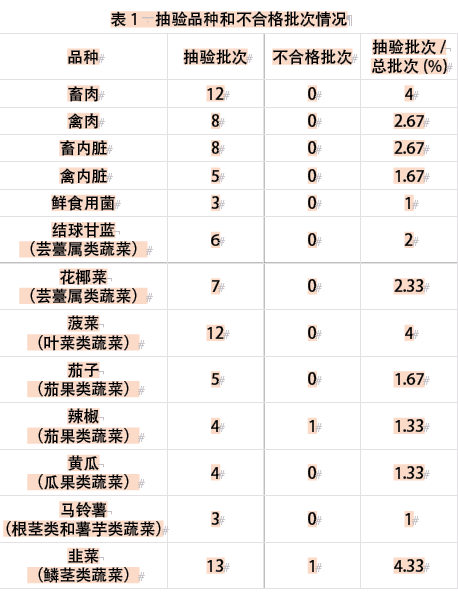
2017年信陽市溮河區食藥監局食用農產品抽驗質量分析報告
-
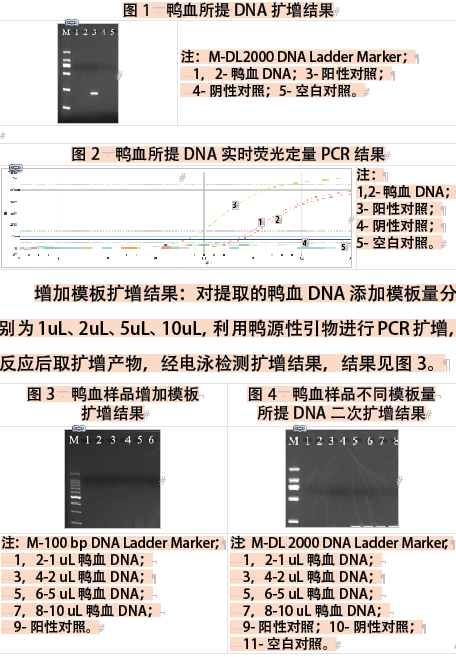
動物源性食品鴨血中鴨成分普通PCR檢測方法探究
-

生活萬歲丨堅果怎麼吃明白?央視這個節目告訴你
-

總局重點實驗室評定專家委員會委員候選人信息公示
-
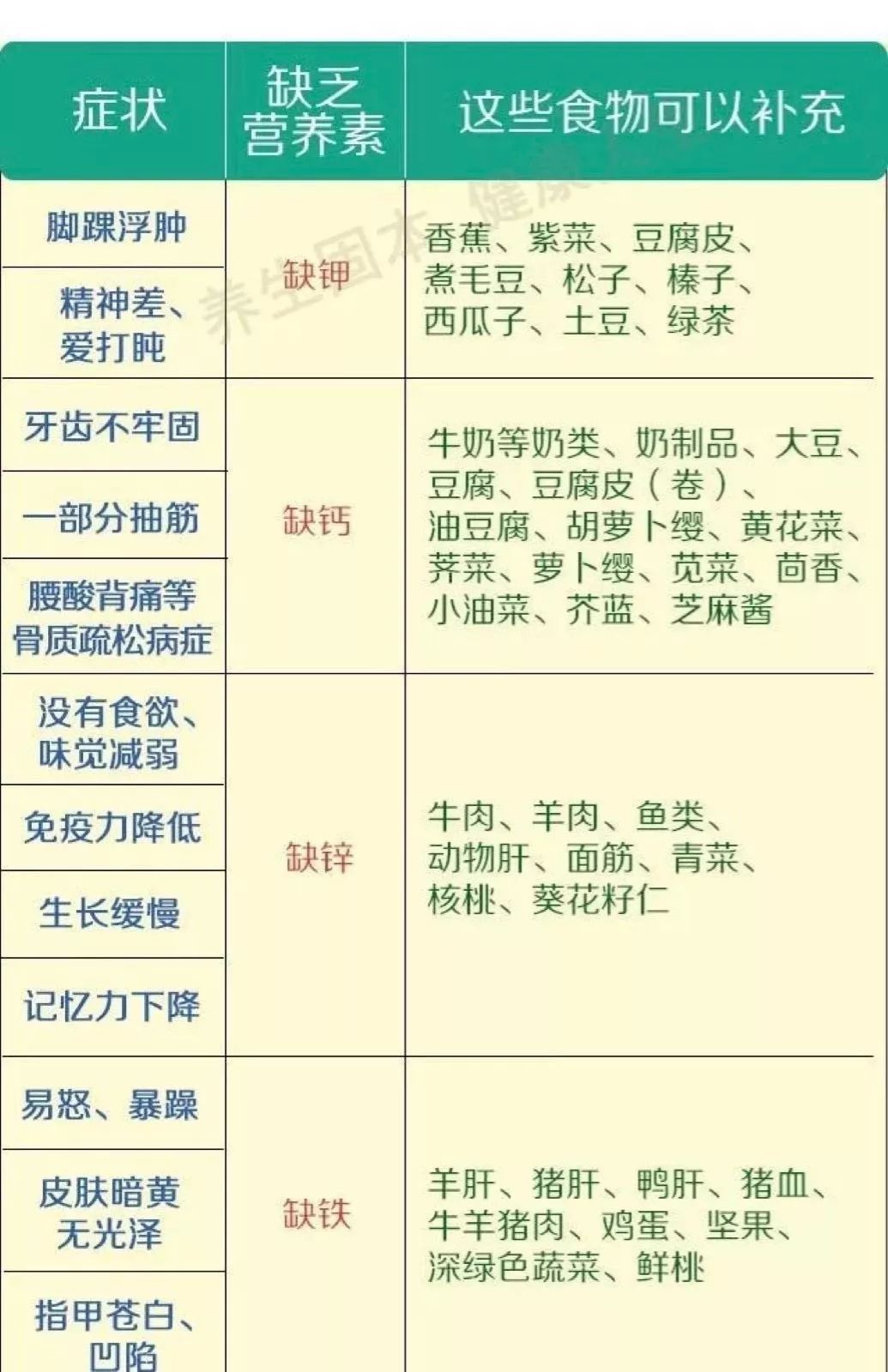
藥補不如食補,一張食品營養表告訴你,缺什麼吃什麼!
-

食品中多種違禁工業染料的同時檢測及應用
-
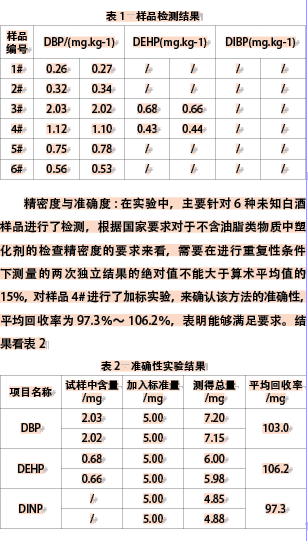
煙用膠中塑化劑GC-MS檢測方法的研究
-
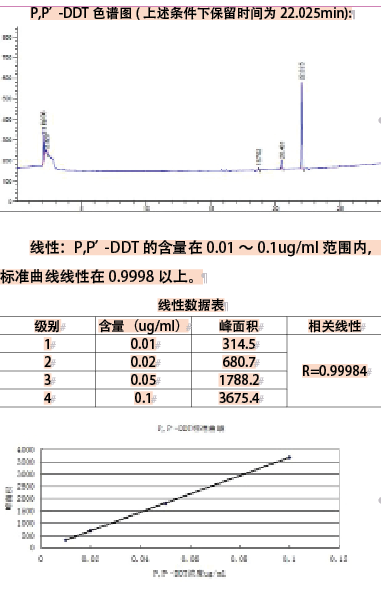
茶葉中有機氯農藥P,P’-DDT 含量的檢測
-

安全美味金針菇,應該這樣選!這樣存!
-
一種反式脂肪酸的檢測方法
-
肉及肉製品中空腸彎曲菌的汙染情況調查
-
食品感官檢驗技術及其應用探討